En una planta de manufactura de componentes automotrices en Silao, Guanajuato, una línea de rectificado de cigüeñales trabaja tres turnos seguidos sin cambiar de rueda. En una planta de rodamientos en Nuevo León, la misma rueda produce miles de pistas sin perder perfil. En ambos casos, el material que hace posible esa consistencia es el mismo: un abrasivo aglomerado vitrificado de CBN o diamante.
Los abrasivos aglomerados vitrificados representan la liga de mayor rendimiento para rectificado de alta producción en materiales duros. Sin embargo, también son los que más variables críticas tienen que gestionar correctamente para funcionar bien. Esta guía explica cómo funcionan, cuándo son la elección correcta y qué parámetros determinan su éxito en un proceso industrial real.
Qué es un abrasivo aglomerado vitrificado y por qué importa la liga
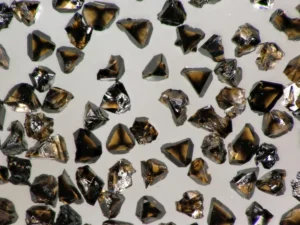
Una rueda abrasiva tiene dos componentes activos: el grano superabrasivo (diamante o CBN) y la liga que lo sujeta. La liga no es solo un pegamento. Determina cómo se libera el grano cuando se desgasta, qué tan rígida es la rueda, cuánta porosidad tiene para evacuar viruta y refrigerante, y qué velocidades periféricas puede soportar de forma segura.
En una rueda de liga vitrificada, el aglomerante es una matriz cerámica cocida a alta temperatura. Esto le da características que ninguna otra liga puede igualar en conjunto:
- Rigidez extrema. La matriz cerámica no se deforma bajo carga, lo que permite mantener tolerancias dimensionales muy ajustadas durante ciclos largos de producción.
- Porosidad controlada. A diferencia de la liga de resina, la vitrificada puede formularse con porosidad abierta que facilita la evacuación de viruta y mejora la entrada del refrigerante al punto de corte.
- Auto-afilado predecible. Cuando un grano se embota, la matriz cerámica lo libera de forma controlada, exponiendo un nuevo filo. Esto estabiliza la fuerza de corte a lo largo de la vida útil de la rueda.
- Alta velocidad de operación. Las ruedas vitrificadas modernas están calificadas para velocidades de hasta 100 m/s o más, compatibles con rectificadoras CNC de alta velocidad como las Studer, Junker o Toyoda que operan en plantas del Bajío.
La contraparte es que las ruedas vitrificadas son más frágiles que las de resina o metal frente a impactos o montajes incorrectos. Requieren mayor atención en el balanceo, el montaje y el dressing inicial.
Diamante vitrificado vs. CBN vitrificado: cuándo usar cada uno
El material de la pieza determina cuál superabrasivo usar. Esta es la regla más importante y no tiene excepciones prácticas:
- Diamante vitrificado: Para materiales no ferrosos duros. Carburo de tungsteno, cerámica técnica (alúmina, zirconia, nitruro de silicio), vidrio técnico, carburo de silicio, PCD y PCBN. El diamante reacciona químicamente con el hierro a altas temperaturas de rectificado, lo que lo hace inviable para aceros.
- CBN vitrificado: Para aceros endurecidos (por encima de 45 HRC), aceros de herramienta, aceros inoxidables endurecidos, fundiciones duras y superaleaciones ferrosas. Es el estándar en rectificado de cigüeñales, levas, árboles de transmisión y pistas de rodamientos en la industria automotriz mexicana.
Una planta que rectifica componentes ferrosos y no ferrosos en la misma línea necesita dos ruedas distintas: CBN vitrificado para el acero, diamante vitrificado para el carburo. Usar diamante en acero o CBN en cerámica produce desgaste acelerado y resultados fuera de especificación.
Las aplicaciones industriales más comunes en México
Rectificado de cigüeñales y levas en la industria automotriz
El Bajío concentra la mayor densidad de plantas de manufactura de tren motriz en México. Empresas como Honda, Mazda, Toyota, General Motors y sus proveedores Tier 1 rectifican diariamente millones de muñones de cigüeñal, perfiles de leva y pistas de rodamiento con ruedas de CBN vitrificado. Las tolerancias típicas son de ±2 a 5 µm en diámetro y forma, con rugosidades Ra entre 0.1 y 0.4 µm.
En este contexto, la liga vitrificada es la única opción técnica viable para producción en serie porque:
- Mantiene el perfil de la rueda durante miles de piezas sin necesidad de dressing frecuente.
- Tolera las altas velocidades periféricas (60 a 100+ m/s) que exigen los tiempos de ciclo de las líneas de producción.
- El auto-afilado controlado estabiliza la fuerza de corte y previene quemaduras en el acero endurecido.
Afilado de herramientas de carburo con diamante vitrificado
Los centros de afilado CNC (Walter, Anca, Rollomatic, Ewag) que operan en plantas de manufactura de herramientas en Monterrey y en talleres especializados del norte del país utilizan ruedas de diamante vitrificado para el rectificado de fresas, brocas y plaquitas de carburo de tungsteno. La liga vitrificada ofrece aquí una ventaja específica sobre la resina: mayor estabilidad dimensional durante ciclos largos y mejor evacuación de la viruta de carburo, que es muy abrasiva.
Rectificado de cerámica técnica y componentes aeroespaciales
En el corredor aeroespacial de Querétaro, el rectificado de componentes cerámicos (sellos, guías, sustratos) y de materiales compuestos con diamante vitrificado permite lograr acabados de alta precisión con ciclos de dressing espaciados. Para componentes de vuelo, la consistencia dimensional entre pieza y pieza es tan crítica como el acabado superficial.
Parámetros de operación que determinan el éxito
Una rueda de abrasivo aglomerado vitrificado bien especificada puede fallar si los parámetros de operación son incorrectos. Estos son los más críticos:
| Parámetro | Rango típico | Impacto si está fuera de rango |
|---|---|---|
| Velocidad periférica de rueda (Vs) | 45 a 100+ m/s según especificación | Por debajo: desgaste acelerado. Por encima: riesgo de ruptura. Siempre respetar el marcado de la rueda. |
| Velocidad de la pieza (Vw) | 20 a 60 m/min en cilíndrico | Muy baja: quemadura superficial. Muy alta: acabado deficiente y vibración. |
| Profundidad de pasada (ae) | 0.002 a 0.02 mm por pasada | Excesiva: quemadura y vibración. Insuficiente: desgaste sin corte efectivo, la rueda actúa “dura”. |
| Avance de dressing | 0.01 a 0.05 mm/rev según grano | Agresivo: rueda actúa suave pero vida útil corta. Fino: rueda actúa dura, riesgo de quemadura. |
| Caudal de refrigerante | 10 a 30 L/min mínimo en zona de corte | Insuficiente: quemadura térmica. La vitrificada requiere refrigerante de alto impacto para limpiar la porosidad. |
El dressing: el proceso que más afecta el comportamiento de la rueda
El dressing en ruedas vitrificadas cumple dos funciones simultáneas que en resina son independientes: perfilar la geometría de la rueda y afilar la superficie de corte (lo que técnicamente se llama truing y dressing). Ambas ocurren en la misma operación con una herramienta de dressing de diamante rotativo o de rodillo.
Los errores más comunes en dressing de ruedas vitrificadas en plantas mexicanas son:
- Dressing demasiado agresivo en el primer uso. Una rueda nueva necesita un dressing progresivo para estabilizar la superficie. Un pasada demasiado profunda en el primer ciclo puede crear vibración que acompaña todo el proceso.
- Relación de velocidades incorrecta. La relación entre la velocidad del rodillo de dressing y la velocidad de la rueda (qd) determina si la rueda queda agresiva o suave. Una relación baja (0.2 a 0.4) genera superficie más abierta y agresiva. Una relación alta (0.6 a 0.8) genera superficie más suave y de mejor acabado.
- Refrigerante insuficiente durante el dressing. El dressing en seco de una rueda vitrificada genera microfisuración térmica en el aglomerante. Siempre refrigerar abundantemente.
Concentración y tamaño de grano: cómo afectan el proceso
La concentración de un abrasivo aglomerado vitrificado expresa la proporción de grano en la mezcla. Se mide en unidades de concentración (C): C100 equivale a 4.4 quilates por cm³. A mayor concentración, la rueda actúa más dura y tiene mayor vida útil pero requiere más fuerza de corte. A menor concentración, actúa más suave y genera mejor acabado pero se desgasta más rápido.
Para la mayoría de aplicaciones de producción en serie en la industria mexicana, las concentraciones entre C50 y C75 ofrecen el mejor equilibrio entre vida útil y fuerza de corte. Concentraciones de C100 o más se usan cuando la prioridad es máxima vida útil en producción de alto volumen.
En cuanto al tamaño de grano, la relación es directa:
- Grano grueso (D46 a D91): Mayor tasa de remoción de material. Para desbaste o semifinish en piezas de tren motriz.
- Grano fino (D15 a D35): Mejor acabado superficial. Para operaciones de finish en cigüeñales, levas y rodamientos donde Ra por debajo de 0.2 µm es requisito.
- Grano muy fino (D3 a D10): Para superacabado. Aplica en componentes de precisión aeroespacial y médica.
Para una referencia completa de tamaños de grano y equivalencias entre normas US Mesh y FEPA, consulta nuestra guía de selección de abrasivos.
Cuándo la liga vitrificada NO es la mejor opción
Conocer los límites de una liga es tan importante como conocer sus ventajas. Los abrasivos aglomerados vitrificados no son la primera opción en estos casos:
- Operaciones intermitentes o con golpeteo. La fragilidad cerámica de la liga la hace vulnerable a impactos. Para piezas con keyways, ranuras o superficies interrumpidas, la liga de resina o híbrida es más segura.
- Máquinas con baja rigidez o vibración. La rueda vitrificada necesita una máquina rígida para expresar su potencial. En una rectificadora convencional con vibración, una rueda de resina dará mejores resultados.
- Operaciones de perfil complejo con cambios frecuentes de geometría. La liga de resina es más fácil de perfilar con diamante de forma. La vitrificada requiere más ciclos de dressing para estabilizar un perfil complejo.
- Pequeños lotes con cambio frecuente de material. Si la planta rectifica distintos materiales en pequeñas series, la inversión en una rueda vitrificada puede no amortizarse. Para producción en serie estable es donde más sentido tiene.
Preguntas frecuentes
¿Cuál es la diferencia entre una rueda vitrificada y una de resina para rectificado de precisión?
La vitrificada es más rígida, tiene mayor porosidad y se auto-afila de forma más predecible, lo que la hace superior en producción en serie con tolerancias estrictas. La resina es más resiliente ante impactos, más fácil de perfilar y más adecuada para operaciones intermitentes o máquinas con vibraciones. No hay una liga universalmente mejor, sino la liga correcta para cada proceso.
¿Las ruedas vitrificadas necesitan dressing más frecuente que las de resina?
No necesariamente. En producción en serie estable, una rueda vitrificada correctamente especificada puede trabajar miles de piezas entre ciclos de dressing. El intervalo de dressing depende más del material, la profundidad de pasada y la concentración del grano que del tipo de liga.
¿Se pueden usar ruedas vitrificadas en rectificadoras convencionales?
Técnicamente sí, pero el potencial de la liga vitrificada solo se expresa completamente en máquinas rígidas, con buena concentricidad del husillo y sistemas de refrigeración de alto caudal. En una rectificadora con vibración o juego en el husillo, los resultados serán mediocres independientemente de la calidad de la rueda.
¿Cuánto dura una rueda vitrificada de CBN en rectificado de cigüeñales?
Depende del material del cigüeñal, la profundidad de pasada y la frecuencia de dressing, pero en condiciones de producción en serie estable en la industria automotriz mexicana es común que una rueda de CBN vitrificado supere el millón de piezas antes de necesitar redressing significativo. Esa vida útil es imposible con cualquier otra liga.
¿Cómo sé si mi proceso necesita una rueda vitrificada en lugar de resina?
Las señales más claras son: tiempos de ciclo exigentes que la resina no puede sostener, tolerancias dimensionales que se desvían a lo largo del turno, o ruedas de resina que se desgastan antes de lo esperado en producción continua. Si cualquiera de estos síntomas está presente, una rueda vitrificada correctamente especificada probablemente resuelve el problema. Puedes solicitar una evaluación técnica para tu proceso específico.
Conclusión
Los abrasivos aglomerados vitrificados de diamante y CBN no son simplemente una liga más en el catálogo. Son la tecnología que hace posible el rectificado de alta producción en las plantas automotrices del Bajío, los centros de afilado de herramientas en Monterrey y los talleres de componentes aeroespaciales en Querétaro. Su ventaja no es solo técnica, sino económica: menos interrupciones de línea, menos cambios de rueda, tolerancias estables turno tras turno.
Pero esa ventaja solo se materializa cuando la especificación de la rueda (grano, concentración, porosidad), los parámetros de operación y el proceso de dressing están alineados con el material y la máquina. En Eagle Superabrasives podemos ayudarte a encontrar esa combinación correcta para tu proceso.
Contáctanos aquí y un ingeniero de aplicaciones te asesorará sin costo.