Seleccionar el tamaño de grano correcto y comprender el grado de dureza de muelas abrasivas son dos de las decisiones más importantes en cualquier proceso de rectificado. Ambos parámetros determinan directamente el acabado superficial que se obtendrá, la vida útil de la muela y la eficiencia del proceso. En esta guía encontrarás todo lo que necesitas saber para tomar la decisión correcta según tu material y aplicación.

¿Qué es el tamaño de grano en muelas de diamante?
El tamaño de grano (grit size) en muelas de diamante hace referencia al tamaño de las partículas abrasivas incrustadas en la superficie de la muela. Este parámetro determina qué tan agresiva es la acción de corte y qué tipo de acabado superficial se puede obtener.
A menor número de grano, mayor es el tamaño de la partícula abrasiva, lo que genera acabados más rugosos pero permite mayor remoción de material. Por el contrario, a mayor número de grano, las partículas son más finas y producen acabados más suaves y pulidos.
Elegir el tamaño de grano adecuado depende del acabado superficial requerido, el tipo de material y el proceso de rectificado específico.
¿Qué es el grado de dureza de muelas abrasivas?
El grado de dureza de muelas abrasivas es una característica del aglomerante (bond) que sostiene los granos abrasivos dentro de la muela. No se refiere a la dureza del material abrasivo en sí, sino a la resistencia que opone el aglomerante para retener los granos durante el proceso de rectificado.
Se clasifica mediante una escala alfabética de la A a la Z, establecida por normas internacionales como la ISO 525 y la norma ANSI B74.13, donde:
- Las letras iniciales (A–D) indican grados muy blandos, que liberan fácilmente los granos desgastados.
- Las letras intermedias (H–N) representan grados medios para uso general.
- Las letras finales (S–Z) corresponden a grados muy duros, que retienen el grano por más tiempo.
La siguiente tabla resume los grados de dureza y sus aplicaciones más comunes:
| Grado de dureza | Clasificación | Comportamiento del aglomerante | Aplicación típica |
| A – D | Muy blando | Libera granos rápidamente | Materiales muy duros (carburo, cerámica) |
| E – G | Blando | Buena autorregeneración | Aceros endurecidos, aleaciones |
| H – K | Medio | Balance desgaste-retención | Uso general, herramientas de corte |
| L – N | Medio-duro | Mayor retención del grano | Aceros blandos, aluminio |
| O – R | Duro | Retiene el grano por más tiempo | Materiales abrasivos, madera |
| S – Z | Muy duro | Mínimo desgaste del aglomerante | Materiales blandos o no ferrosos |
Nota: La escala de dureza se rige por la norma ISO 525:2013 y la ANSI B74.13. Siempre consulta las especificaciones del fabricante para tu aplicación específica.
Impacto del tamaño de grano en el acabado superficial
El tamaño de grano tiene un impacto directo y medible en el acabado superficial del material trabajado. Las partículas abrasivas de menor tamaño remueven material de forma más gradual y uniforme, generando superficies más lisas y pulidas. Las partículas de mayor tamaño actúan de forma más agresiva, dejando marcas o surcos más visibles sobre la superficie.
En aplicaciones donde se requiere un acabado tipo espejo, como en la industria óptica, médica o aeroespacial, es indispensable utilizar granos finos (220 o superiores). En cambio, cuando el objetivo es remover grandes volúmenes de material rápidamente, los granos gruesos (60–100) son la opción más eficiente.
Factores adicionales que influyen en el acabado superficial
Aunque el tamaño de grano y el grado de dureza de muelas abrasivas son determinantes, existen otros factores que también afectan el resultado final:
- Tipo de material: Los materiales más duros (como carburos o cerámicas) requieren configuraciones distintas a los materiales más blandos como el aluminio o los polímeros. La dureza del material influye en la interacción entre los granos abrasivos y la superficie.
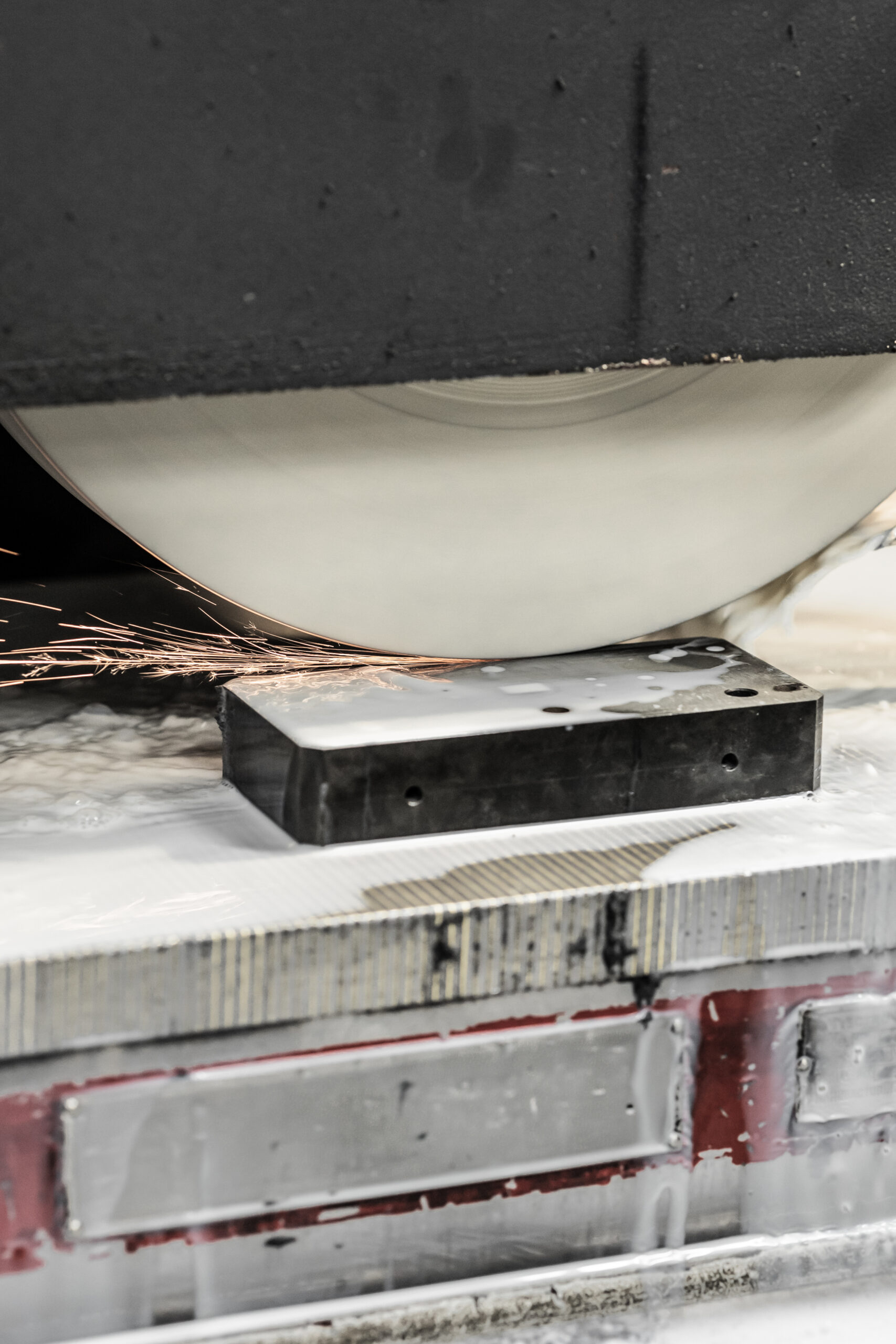
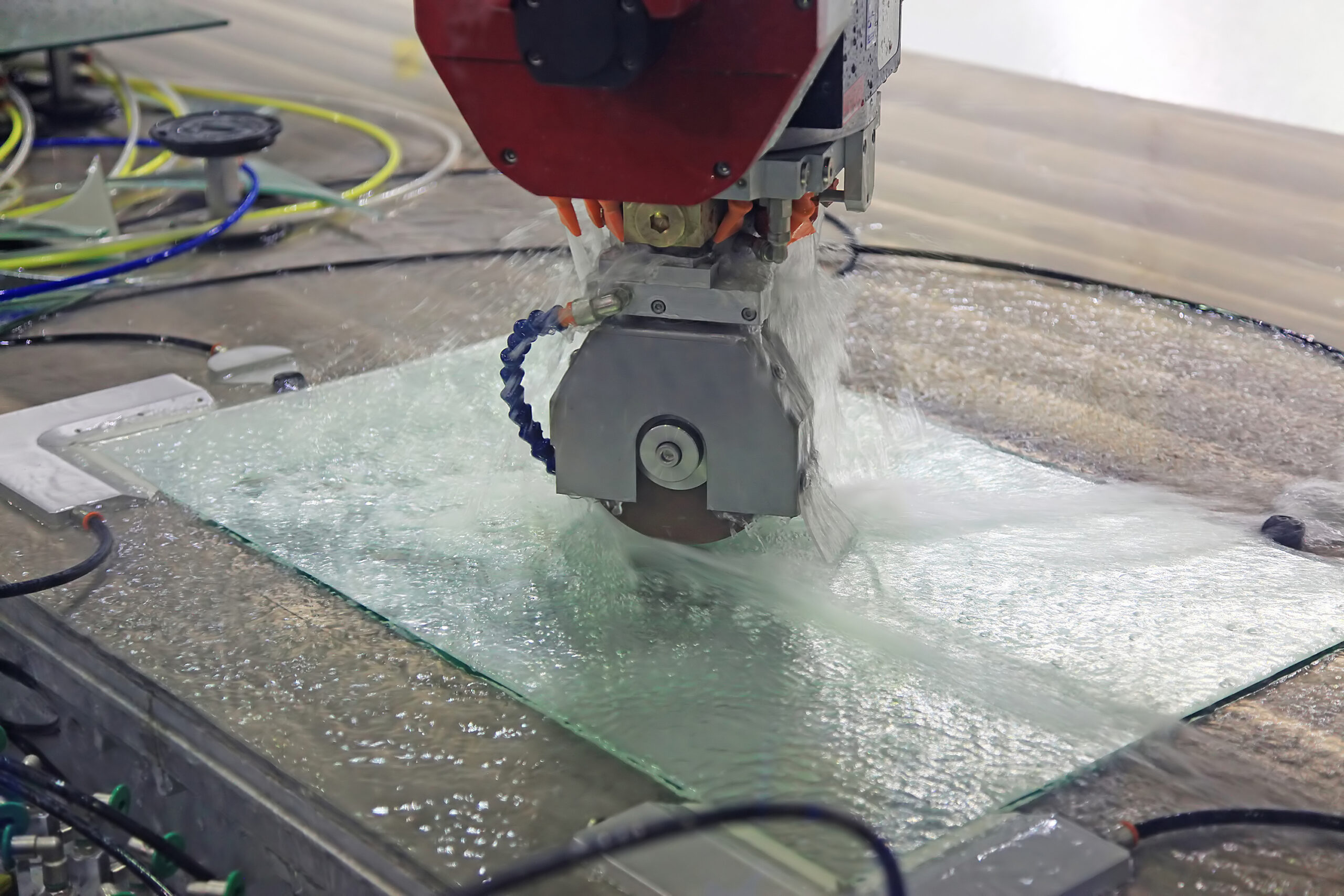
- Rectificado húmedo vs. seco: El uso de refrigerante reduce el calor generado durante el proceso y mejora notablemente el acabado superficial. El rectificado en seco puede producir superficies más rugosas y acelerar el desgaste de la muela.
- RPM de la muela: La velocidad de rotación afecta la agresividad del corte. Velocidades más altas pueden generar acabados más finos, siempre que estén dentro de los límites de seguridad de la muela.
- Profundidad de corte: Cortes más profundos generalmente producen acabados más rugosos. Se recomienda reducir la profundidad de corte en los pases finales para mejorar el acabado.
- Estado y tipo de aglomerante (bond): El grado de dureza del aglomerante debe estar en equilibrio con la dureza del material. Un bond demasiado duro en materiales duros puede vitrificar los granos en lugar de liberarlos, reduciendo la eficiencia de corte.
Tabla de acabados RMS esperados según tamaño de grano
La siguiente tabla muestra los acabados superficiales esperados (en unidades RMS/Ra) para distintos tamaños de grano, tanto en configuraciones de resina como galvanizado. El RMS (Root Mean Square) es el estándar de la industria para medir la rugosidad superficial de una pieza de trabajo.
| Tamaño de grano Eagle | Tamaño FEPA | Acabado RMS esperado (Resina) | Acabado RMS esperado (Galvanizado) | Aplicación recomendada |
| 60 | 251 | 35–50 | — | Desbaste inicial, materiales blandos |
| 80 | 181 | 20–30 | 90–125 | Remoción agresiva de material |
| 100 | 151 | 16–24 | 64–90 | Rectificado de carburo |
| 120 | 126 | 14–20 | 48–64 | Herramientas de corte y sierras |
| 150 | 107 | 12–17 | 32–48 | Acabado semiterminado |
| 180 | 91 | 10–15 | 24–32 | Rectificado de precisión |
| 220 | 76 | 8–12 | 20–24 | Vidrio, cerámica técnica |
| 240 | 64 | 7–11 | 16–20 | Acabado fino en metales duros |
| 320 | 54 | 6–10 | 14–16 | Preparación para pulido |
| 400 | 46 | 5–9 | 13–14 | Acabados de alta precisión |
| 600 | 30 | 3–8 | 12–13 | Acabado espejo, óptica y médico |
Nota: Los valores RMS son referenciales. Los resultados reales pueden variar según el material, las condiciones de rectificado y el tipo de aglomerante utilizado. Se recomienda realizar pruebas de proceso antes de la producción en serie.
Consejos para lograr el acabado superficial óptimo
Con el objetivo de aprovechar al máximo las muelas de diamante y CBN de Eagle SuperAbrasives, considera las siguientes recomendaciones:
- Selecciona el tamaño de grano adecuado: Usa la tabla anterior como punto de partida y ajusta según el material y la aplicación específica.
- Elige el grado de dureza correcto: Para materiales duros, opta por muelas con grado blando (A–G) que se autoregulen eficientemente. Para materiales blandos, un grado más duro (L–R) prolongará la vida de la muela.
- Considera el tipo de rectificado: El rectificado húmedo es preferible para acabados finos y para prolongar la vida útil de la muela. Utiliza refrigerante fresco con filtro para eliminar partículas en suspensión.
- Inspecciona regularmente la muela: Una muela desgastada o dañada afecta directamente el acabado superficial. Reemplázala cuando sea necesario.
- Aplica técnicas de rectificado consistentes: Mantén una presión uniforme y un movimiento regular sobre la pieza de trabajo para evitar variaciones en el acabado.
- Limpia la pieza al finalizar: Retira los residuos abrasivos de la superficie para obtener una medición precisa del acabado final.
Optimiza las RPM y la profundidad de corte: Realiza los últimos pases con menor profundidad y velocidad controlada para refinar el acabado superficial.
Conclusión
El tamaño de grano y el grado de dureza de muelas abrasivas son dos parámetros técnicos complementarios e indispensables para lograr el acabado superficial deseado en cualquier proceso de rectificado. Entender cómo interactúan entre sí, con el material y con las condiciones de proceso, te permitirá tomar decisiones más informadas, reducir desperdicios y mejorar la calidad de tus piezas.
En Eagle SuperAbrasives contamos con muelas de diamante y CBN diseñadas para cada aplicación, con una amplia gama de tamaños de grano y grados de dureza disponibles. Contacta a nuestro equipo técnico para recibir asesoría personalizada y encontrar la solución ideal para tu proceso de rectificado.